Télécharger le fichier pdf d’un mémoire de fin d’études
Assurer la fiabilité des méthodes de CND
Les opérations de CND permettent de valider la fiabilité des structures mais une inspection de CND est généralement sujette à diverses sources de variabilité dont les complexes facteurs humains et organisationnels. Dès lors, qu’en est-il de la fiabilité des méthodes de CND elles-mêmes ? La non-détection de défauts signifie soit que la pièce est réellement saine, soit que des défauts existent et qu’ils n’ont pas été vus… Pour éliminer la seconde option, il faut évaluer en amont les performances de détection de la méthode en prenant en compte les sources de variabilité.
Les études de Probabilité de Détection (POD), une métrique de la fiabilité
Le paragraphe 1.1.2 rappelle les trois maillons essentiels d’une inspection : la procédure, l’équi-pement et l’opérateur. Pour qualifier une méthode de CND, il faut évaluer l’ensemble de ces éléments. Dans l’aéronautique, ce travail de qualification repose sur les études de Probabilité de Détection (POD). Il s’agit d’évaluer la probabilité de détecter un défaut en fonction de l’une de ses dimensions caractéristiques et en prenant en compte toutes les sources de variabilité. Le résultat d’une telle étude est une courbe telle que celle de la Figure 1.1. Chaque étude POD est relative à une procédure, un équipement, un type de défaut et une pièce donnés. L’information clef de ces études est appelée le minimum détectable, il s’agit d’un indicateur statistique généralement défini comme la taille du plus petit défaut qui peut être détecté avec une probabilité de 90 % et un niveau de confiance de 95 %. A partir du minimum détectable, le bureau d’étude estime la durée de vie de la pièce, i.e. le temps 5 au bout duquel un défaut non détecté atteindra une taille suffisamment critique pour entraîner une rupture. Le plan de maintenance de l’avion est alors défini de sorte que chaque pièce ne soit pas utilisée plus de la moitié de sa durée de vie. Cette approche est qualifiée de conception tolérante aux dommages puisqu’elle suppose la possible présence d’un défaut ayant la taille du minimum détectable. Dans ce cadre, les études POD jouent un rôle essentiel. Leur mise en œuvre concrète n’est pourtant pas chose aisée.
L’approche expérimentale
La façon classique de mener une étude POD consiste à reproduire réellement des inspections afin d’établir des statistiques de détection. La technique se décompose en trois étapes :
Fabrication d’échantillons Dans la plupart des cas, les matériaux sont coûteux donc des échantillons de taille réduite sont utilisés. Le Département de la Défense américain recommande entre 40 et 120 échantillons selon le type d’étude [7]. Par ailleurs, ils doivent être localement représentatifs de la structure ciblée.
La courbe POD indique la probabilité de détecter un défaut en fonction de l’une de ses dimensions ca-ractéristiques. L’ordonnée à l’origine indique la probabilité de fausse alarme, i.e. la probabilité de détecter un défaut qui n’existe pas. La courbe dessine ensuite une forme caractéristique : plus la dimension du défaut augmente, plus il est facile de le détecter jusqu’à une taille où il est systématiquement détecté. Le minimum détectable est généralement défini pour une probabilité de détection de 90 % et sur l’intervalle de confiance à 95 %.
Insertion de défauts Des défauts de taille maîtrisée doivent être introduits dans les échan-tillons. Or, par définition, un défaut n’est pas maîtrisé : il apparaît de façon aléatoire dans un procédé de fabrication ou après une utilisation longue et intensive. Ainsi, la fabrication de défauts réalistes constitue souvent une vraie difficulté [8].
Inspection par des opérateurs Plusieurs opérateurs représentant la diversité des équipes en place inspectent les échantillons et émettent leur diagnostic.
A partir des diagnostics de tous les opérateurs, la probabilité de détecter le défaut en fonction de sa taille est estimée et les intervalles de confiance statistique calculés. En pratique, le nombre d’expériences qui peuvent être menées est limité par le temps et les coûts. Une telle collecte de données peut durer une année et coûte environ 200 000e, dont 80 % est dépensé à la fabrication des pièces. Les traitements statistiques appliqués reposent souvent sur un certain nombre d’hypothèses qui complètent les données. Par exemple, le modèle de Berens [9] — largement utilisé — suppose une dépendance linéaire entre l’amplitude du signal de défaut et la taille du défaut ainsi que des résidus de régression homoscédastiques, distribués de façon gaussienne et indépendants les uns des autres. L’adéquation de ces hypothèses avec l’expérience n’est pas toujours garantie et des outils statistiques alternatifs sont proposés [10].
Cette approche de référence pour le calcul de POD soulève encore certains défis sur le plan des coûts de mise en œuvre et de la méthode statistique utilisée. Par ailleurs, des travaux ont montré que, malgré une technique basée sur de véritables inspections, les valeurs de minimum détectable ne sont pas toujours représentatives de la réalité [11]. En effet, ce type d’étude est généralement mené en conditions de laboratoire et non en conditions réelles — e.g. sur un véritable avion — pour des raisons de coûts. L’effet de l’environnement et notamment de l’accessibilité de la zone à contrôler n’est ainsi pas pris en compte.
L’approche par simulation
L’approche expérimentale pour le calcul de POD pose essentiellement un problème de coûts, les chercheurs ont donc proposé une alternative : le recours à la simulation numérique qui permet de s’affranchir de la fabrication onéreuse d’échantillons. En 2004, l’idée regroupe des chercheurs américains qui qualifient l’approche de Probabilité de Détection assistée par simulation (MA-POD) [12][13]. Deux projets européens — SISTAE [14] et PICASSO [15] — vont ensuite permettre d’établir une méthodologie pour l’utilisation concrète de la simulation dans les POD [16] : Description de l’inspection La scène d’inspection doit être entièrement caractérisée en termes de géométrie, de propriétés des matériaux en présence, de comportement de la sonde, etc. de façon à pouvoir réaliser des simulations fidèles à la réalité.
Caractérisation des paramètres variables Chacun des paramètres qui décrivent la scène doit être analysé de façon à déterminer s’il varie lors d’une inspection. Par exemple, pour un contrôle en courants de Foucault, la fréquence d’excitation du capteur pourra être considérée comme stable ; par contre, la position du capteur tenu par l’opéra-teur aura tendance à fluctuer légèrement. Lorsqu’un paramètre est identifié comme influent et variable lors de l’inspection, il faut caractériser son comportement par une densité de probabilité. Le paramètre est alors vu comme une variable aléatoire soumise à une loi de probabilité donnée : par exemple, l’angle d’incidence du capteur varie selon une loi Gaussienne de moyenne et d’écart-type donnés.
Propagation des incertitudes dans le modèle numérique Si les paramètres qui dé-crivent l’inspection varient, alors le résultat de l’inspection varie également. Grâce aux modèles numériques de la méthode de CND considérée, le comportement statis-tique du résultat peut être estimé, donnant ainsi accès à la probabilité que le défaut soit détecté en fonction des aléas intrinsèques à la scène d’inspection.
Grâce à l’amélioration des capacités de simulation des techniques de CND notamment dans le logiciel CIVA, de plus en plus de cas ont pu être traités par l’approche MAPOD. Chez Airbus, des études ont notamment concernées l’inspection par Courants de Foucault Hautes Fréquences (HFET) d’alliage de titane contenant des fissures de fatigue [16], le contrôle par ultrasons multi-éléments de pièces en rotation [17] et de pièces à géométrie complexe en titane [18]. L’expérience accumulée par les experts du domaine a permis de compiler un certain nombre de bonnes pratiques qui sont détaillées par Calmon et al. [19]. La possibilité d’obtenir rapidement un très grand nombre de données élargit les possibilités en termes statistiques avec par exemple l’établissement de “surface POD” tenant compte simultanément de plusieurs caractéristiques du défaut [20]. Outre les avancées scientifiques et techniques, ces recherches ont permis de recueillir l’avis des premiers utilisateurs. Ce retour d’expérience [21] pointe du doigt trois questions : que se passe-t-il si les densités de probabilité sont erronées ou mal connues ? Peut-on faire confiance à une simulation et en particulier lorsque l’inspection est faite par un opérateur ? Comment intégrer les facteurs humains ?
Ces interrogations cernent bien la difficulté majeure de l’approche MAPOD qu’est l’étape de caractérisation de la variabilité des paramètres. Comment associer une densité de probabilité à chacun des paramètres et surtout comment en justifier le choix ? La plupart du temps, les études se basent sur des questionnaires complétés par les opérateurs, le jugement d’ingénieurs et parfois quelques mesures quantitatives mais ces dernières s’avèrent complexes et coûteuses. Ainsi, les den-sités de probabilité choisies sont parfois sujettes à caution. Or, elles doivent permettre de capturer l’aléa de l’inspection et notamment l’aléa introduit par les facteurs humains et organisationnels. Par exemple, la variabilité de la position du traducteur reflète les divers facteurs affectant l’opérateur qui manipule l’instrument. L’absence de modèle numérique du comportement humain contraint donc l’approche MAPOD à caractériser en amont les effets de l’opérateur sur les paramètres de l’inspection, une tâche qui n’est pas toujours aisée. Des outils sont ainsi nécessaires pour faciliter cette phase ainsi que pour simuler la phase d’interprétation du signal par les opérateurs.
Des travaux de thèse ont été récemment engagés par Reseco Bato et al. pour développer une approche par pénalisation des études POD expérimentales. L’approche consiste à évaluer les fac-teurs humains et organisationnels sur le minimum détectable et à établir des abaques de corrections correspondantes. La méthodologie mise en place repose à la fois sur l’expérience et sur la simu-lation. D’abord, des études expérimentales sont menées pour mesurer la variabilité induite par les opérateurs dans diverses conditions environnementales. Ensuite, les paramètres critiques sont identifiés et leur impact sur la détection des défauts est évalué grâce à la simulation. L’étude est menée sur les techniques par courants de Foucault haute fréquence et ultrasonore. A terme, cette approche permettra de corriger les minimums détectables issus d’études POD menées en labora-toire en fonction des conditions dans lesquelles l’inspection est prévue. Par exemple, l’inspection d’une fissure sur une zone facilement accessible sera associée à un minimum détectable plus petit que celui obtenu lors d’une inspection équivalente sur une zone difficile d’accès. Les abaques de corrections promettent ainsi d’intégrer plus fidèlement l’environnement d’inspection dans les POD expérimentales. Par ailleurs, les travaux menés pour établir ces abaques montrent l’importance de coupler la simulation à de véritables expériences [11].
Fiabilité en conditions réelles : le concept de simulation opérationnelle
L’approche POD vise à évaluer tous les éléments d’une inspection mais elle reste difficile à implémenter. Soit elle se base sur un recours massif à l’expérience et entraîne alors des coûts très importants à cause de la fabrication de pièces les plus représentatives possible 6 . Soit elle s’affran-chit de l’expérience via la simulation mais se heurte alors à la modélisation de la variabilité induite par l’opérateur.
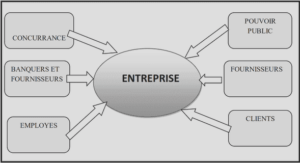
Étant donnée la complexité du comportement humain, la meilleure façon de considérer les facteurs humains semble être de conserver l’humain. Du moins, il s’agit là de l’hypothèse fonda-mentale de la présente thèse. Se pose alors le problème de la fabrication coûteuse des pièces. Le concept de simulation opérationnelle [1] exploré dans cette thèse apporte une réponse. Dans cette approche schématisée en Figure 1.2, l’opérateur est muni d’un équipement de CND réel, il fait face une structure réaliste et il suit une procédure classique. La seule différence avec la réalité réside dans les signaux de CND qui lui sont affichés : ces signaux ne sont pas issus d’une interaction physique avec la matière mais seulement d’une simulation numérique. Pour ce faire, un scénario “numérique” d’inspection définit préalablement les caractéristiques des défauts. Ensuite, pendant l’inspection, les mouvements du traducteur sont capturés puis envoyés à un synthétiseur de si-gnaux. Le synthétiseur combine les données mesurées avec le scénario afin de fournir les signaux de CND correspondants. Dès lors que le modèle numérique est suffisamment rapide et réaliste, les signaux synthétiques peuvent être substitués aux signaux réels sans que l’opérateur ne s’en rende compte. De cette façon, la structure inspectée est réduite à une simple maquette représentative et les défauts sont introduits numériquement à n’importe quel endroit sans avoir à fabriquer de nouvelles pièces.
La simulation opérationnelle permet ainsi de gagner en flexibilité lors des études POD. Mais, plus largement, la simulation opérationnelle peut être mise à profit pour :
les études POD La collecte de données représentatives est rendue possible à moindre coût.
la formation A l’image d’un simulateur de vol permettant au pilote d’avion de s’entraîner dans des conditions très variées, la simulation opérationnelle en CND constitue un outil de formation intéressant.
la définition de procédures Lorsque la situation d’inspection est complexe, il est indis-pensable d’avoir accès à une pièce représentative afin de mieux comprendre la situa-tion et de rédiger les instructions de contrôle — la procédure — au plus près de la réalité. Un véritable avion n’est pas toujours disponible pour cela.
l’étude des facteurs humains et environnementaux Disposer d’un environnement d’ins-pection à la fois réaliste et parfaitement contrôlé ouvre la porte à des études sur le comportement de l’opérateur face à diverses situations.
le développement de nouveaux outils Que ce soit pour tester des algorithmes d’aide au diagnostic ou encore pour évaluer la pertinence de nouvelles méthodes de contrôle ou d’imagerie, étudier la réaction de l’opérateur en situation réelle est indispensable. La collecte de toutes ces données peut aussi nourrir des algorithmes d’apprentissage automatique.
Les verrous scientifiques de la simulation opérationnelle
La simulation opérationnelle suppose que des signaux parfaitement réalistes peuvent être gé-nérés rapidement. Substituer un signal synthétique à un signal réel pose trois défis majeurs : Instrumentation Pour simuler des signaux compatibles avec la configuration courante de l’inspection, une instrumentation est nécessaire. Il faut notamment pouvoir capturer sans les perturber les mouvements de l’opérateur. La précision requise dépend de la sensibilité de la méthode de CND considérée.
Rapidité La plupart des équipements de CND fournissent des signaux en temps réel. La synthèse de signaux doit donc se plier à cette même cadence afin d’assurer à l’opéra-teur une expérience aussi fluide que la réalité.
Réalisme Les signaux issus d’une inspection contiennent un grand nombre de détails qui participe à l’aspect réaliste. Ces comportements doivent pouvoir être répliqués suffi-samment fidèlement pour éliminer l’impression de signaux artificiels.
Ces trois axes constituent la matière de la présente thèse. L’accent est mis sur les aspects modélisation qui sont abordés sous un angle original présenté en section 2.4 puis développé en Chapitre 3 et Chapitre 4. L’implémentation concrète d’un prototype exposé au Chapitre 5 a aussi mené à traiter l’aspect instrumentation en Section 5.1.
État de l’art de la simulation opérationnelle
L’intérêt pour la simulation opérationnelle ne touche pas uniquement le CND, bien au contraire. De nombreux domaines sont confrontés à des problématiques d’accès aux conditions réelles et y ont répondu en développant des simulateurs opérationnels dédiés. Un des exemples le plus connu est le simulateur de vol, utilisé très tôt pour la formation à moindre risque et à moindre coût des pilotes d’avion. Dans le domaine médical, l’accès restreint à certaines pathologies ou les risques associés à certaines interventions motivent l’utilisation de simulateurs pour entraîner les prati-ciens. Même s’il s’agit d’implémentations propres à chaque domaine, leur analyse trace les grandes lignes des approches possibles et fournit une base de réflexion pour la présente thèse. Ce travail bibliographique a aussi identifié des travaux récents sur la simulation opérationnelle appliquée au CND. D’autres domaines tels que l’automobile, le nucléaire, le management, etc. sont également concernés par cette approche mais dans une moindre mesure et ne sont pas inclus dans ce tour d’horizon. Le lecteur trouvera les points essentiels relevés au cours de cet état de l’art dans le dernier paragraphe 1.4.4.
Domaine aéronautique
Winter rapporte que pendant la Première Guerre Mondiale, sur 14 166 pilotes tués, 8 000 l’ont été durant la phase d’entraînement [22] ! Dès 1920, Edwin Link développe alors un des premiers simulateurs de vol modernes, des simulateurs qui ne cesseront ensuite d’être améliorés. L’histoire passionnante de cette épopée est narrée dans [23] et [24]. Aujourd’hui, un pilote peut être formé au pilotage d’un nouveau type d’appareil en entraînement sans heure de vol (Zero Flight-Time Training) : la première fois qu’il monte à bord de l’avion en tant que pilote se fait directement pour un vol commercial classique, toute la phase d’entraînement aux spécificités du nouvel appareil ayant été réalisée dans un simulateur. Le simulateur de vol se place ainsi parmi les exemples de simulation opérationnelle les plus aboutis. Progressivement enrichis, les simulateurs sont aujourd’hui basés sur une architecture modulaire comprenant [24] :
— système de navigation ;/
— mise à jour des instruments ; * Réplication des fonctionnalités du système
— acquisition des actions du pilote ; u Synchronisation monde réel / monde simulé
Le regroupement de ces modules en quatre fonctionnalités de haut niveau dresse le portrait robot d’une approche de simulation opérationnelle. Au centre du simulateur, des modèles — nourris de paramètres réellement mesurés — prévoient les conséquences des actions menées en créant un “monde virtuel”. Côté utilisateur, le simulateur crée un environnement convaincant tant au niveau sensoriel qu’en termes de fonctionnalités du système. Enfin, les actions humaines sont répercutées dans le monde virtuel.
Il est à noter que la grande maturité des simulateurs de vol a permis d’accumuler des études sur leur validité [25]. Malgré les améliorations successives menant à des simulateurs ZFTT une question posée très tôt reste ouverte : dans quelle mesure la fidélité d’un simulateur est-elle garante de son efficacité pour la formation des pilotes ? Une distinction essentielle a été faite sur le terme fidélité en le scindant en fidélité objective et fidélité perceptive [26]. La fidélité objective s’évalue par comparaison d’éléments mesurables entre le simulateur et la réalité ; la fidélité perceptive mesure le degré de réalisme perçu par le pilote ainsi que l’équivalence entre son comportement en simulateur et en vol réel. Selon le type de tâche considérée, la fidélité perceptive peut être conservée malgré une fidélité objective moindre, en d’autres termes, le simulateur peut être non réaliste mais offrir une impression de réalisme suffisante auprès du pilote pour qu’il soit dans de bonnes conditions d’apprentissage. Globalement, il est accepté qu’un simulateur plus fidèle assure une efficacité accrue pour la formation. Des travaux tels que ceux de Dahlstrom et al. [27] nuancent cependant cette hypothèse : les simulateurs de vol hautement réalistes permettent d’ancrer les procédures et les rôles des membres d’équipage tandis que des simulateurs moins réalistes peuvent permettre à l’équipage de développer des compétences plus génériques grâce à l’abstraction qu’ils imposent. Les compétences de gestion de crise en équipe gagnent ainsi à être travaillées dans des environnements singuliers tels qu’une simulation moins réaliste : les capacités d’adaptation à un contexte changeant s’en trouvent renforcées.
Domaine médical
Après plus de 500 ans de mise en pratique sur des cadavres, la médecine expérimente l’ap-proche par simulation opérationnelle depuis une vingtaine d’années notamment en chirurgie [28]. La différence majeure avec un simulateur de vol réside dans l’interface avec l’extérieur : entre l’environnement et le pilote d’avion se trouve un système artificiel, l’avion ; tandis que la plupart du temps entre le patient et le chirurgien les interactions sont directes. La simulation s’est donc d’abord orientée vers des “maquettes” : le modèle animal, la réplique artificielle ou le cadavre [29]. SimLife [30] propose par exemple de simuler les conditions réelles d’une opération en rétablissant la circulation sanguine et la ventilation de cadavres, utilisant ainsi une “interface” très réaliste avec le chirurgien.
Comme raporté par Akhtar et al. [29], le recours à des maquettes plus ou moins représentatives se complète aujourd’hui par la simulation numérique au travers de la réalité virtuelle. L’avènement des opérations assistées par robot ou via une imagerie en temps réel ajoute une interface artificielle entre le chirurgien et le patient, ouvrant la porte à une implémentation plus aisée de la simula-tion opérationnelle. Les simulateurs ont par exemple investi le domaine de l’imagerie médicale modélisant les écho-endoscopies [31], les examens prénataux [32], les échographies cardiaques [33] ou encore le placement d’aiguilles assisté par ultrasons [34]. De l’analyse de ces cas d’application émergent à nouveau les quatre fonctionnalités de haut niveau identifiées ci-avant : Reproduction de l’environnement sensoriel Des maquettes de parties du corps hu-main sont utilisées répliquant aussi fidèlement que possible les dimensions, les tex-tures, les couleurs, etc. Réplication des fonctionnalités du système L’équipement d’imagerie médicale est ré-pliqué tel quel, fournissant les mêmes possibilités (nécessités) de réglages.
Synchronisation monde réel / monde simulé Différentes approches notamment optique ou électro-magnétique sont exploitées afin de mesurer les mouvements du praticien.
Modélisation physique du système L’essentiel de la difficulté est concentré dans cet aspect, à savoir générer à haute cadence des images convaincantes de l’examen médical pratiqué. Les solutions explorées s’inspirent de deux techniques :
— pré-enregistrer des images réelles et les rejouer à la demande ;
— caractériser les organes et la méthode pour appliquer les lois de la physique et prévoir l’image résultante.
L’introduction de ces simulateurs s’est accompagnée de très nombreuses études permettant de valider leur apport dans la formation des praticiens. Dans un large panel de cas, le système prouve son efficacité [35][36][37]. Parmi ces retours positifs, il est à noter un élément intéressant : la possi-bilité offerte par certains systèmes de quantifier la qualité des manipulations [38][39]. L’utilisateur profite ainsi d’une analyse personnalisée de son activité. Enfin, la fidélité des simulateurs est aussi discutée. Hamstra et al. [40] recommandent notamment de se concentrer plus sur la fidélité de la tâche à mener plutôt que sur la ressemblance physique.
Domaine CND
Les méthodes de CND sont cousines des méthodes d’imagerie médicale mais l’application de la simulation opérationnelle au CND n’a été envisagée que très récemment au travers d’un premier brevet déposé par Airbus en 2012 [1]. Sont notamment mis en avant l’extraction des paramètres de l’inspection depuis une scène réelle et la génération en temps réel de signaux CND synthétiques correspondant aux mouvements mesurés. Le nombre de travaux dédiés à ce concept reste donc faible mais trois développements ont été identifiés. Ils visent trois objectifs différents et déploient des modalités un peu différentes résumées sur le Tableau 1.1.
Dans le cas de l’institut de recherche japonais (CRIEPI), l’intérêt pour la simulation opéra-tionnelle est motivé par le besoin de maintenir les compétences des opérateurs de CND ne pouvant plus intervenir dans les centrales nucléaires japonaises lors de leur arrêt. Le système qui a été développé concerne l’inspection par ultrasons de tubes métalliques, les défauts étudiés étant des fissures dans les raccords soudés [41][42]. L’utilisateur du simulateur fait face à une maquette de tube soudé en matière plastique. Il tient à la main un faux traducteur ultrasons. Un dispositif électromagnétique permet de capturer la position et l’orientation de ce traducteur. Côté modèle, trois paramètres variables sont considérés : les deux coordonnées de position ainsi que l’orienta-tion du traducteur contraint à la surface de l’échantillon. La simulation repose sur la répétition de données préalablement acquises lors d’une véritable inspection, garantissant ainsi des résultats parfaitement réalistes.
La société Extende R , spécialisée dans la simulation numérique des méthodes de CND, s’in-téresse aussi à la simulation opérationnelle dans le cadre de la formation des opérateurs. Un démonstrateur a été proposé lors de l’exposition des 50 ans de la COFREND en 2017. Il propose de remplacer la pièce par une photographie affichée via une tablette. La fonctionnalité tactile offerte par la tablette est ainsi mise à profit pour capturer les mouvements de la fausse sonde. La démonstration concernait l’inspection par ultrasons d’un cordon de soudure plan. En ce qui concerne la stratégie de simulation, elle est proche de celle sélectionnée par le CRIEPI à ceci près que les données collectées préalablement sont issues d’un modèle numérique et non de véritables inspections.
La société TrueFlaw R , quant à elle, travaille sur la simulation opérationnelle appliquée aux études POD. L’interface avec l’opérateur est un ordinateur sur lequel diverses images de défaut lui sont affichées. L’opérateur est alors invité à localiser et caractériser les potentiels défauts de chaque image puis une courbe POD est construite à partir des réponses fournies. La synthèse des images est réalisée par fusion de la signature de véritables défauts dans des images de véritables pièces saines. L’approche est donc essentiellement basée sur du traitement d’image permettant de combiner différentes données et ainsi d’enrichir la diversité des images proposées aux opérateurs.
Lignes directrices
Quel que soit le domaine d’application, la simulation opérationnelle suit les mêmes grandes lignes directrices tant dans son implémentation que dans les questions qu’elle soulève. Ces points sont rappelés ici :
— un simulateur opérationnel est constitué de quatre éléments clefs que sont la reproduction de l’environnement sensoriel, la réplication des fonctionnalités du système, la synchronisation monde réel / monde simulé et la modélisation physique du système.
— l’implémentation d’un simulateur découpe chaque besoin en sous-modules permettant d’in-tégrer progressivement tous les éléments clefs.
— deux modalités existent au niveau de la modélisation physique du système. Selon les simula-teurs, les signaux synthétiques sont soit issus d’une expérience préalable et rejoués tel quels ; soit ils proviennent de la résolution en temps réel des équations de la physique.
— les simulateurs opérationnels sont souvent dédiés à la formation et ont montré leur efficacité dans ce domaine. Certains systèmes permettent notamment de quantifier les performances individuelles de chaque utilisateur et de leur assurer un retour précis sur la qualité de leurs manipulations. Par ailleurs, les simulateurs pour la formation cherchent à être très fidèles à la réalité mais certains parviennent à de bons résultats avec une fidélité moindre, l’essentiel étant souvent que le simulateur soit perçu comme fidèle par l’utilisateur.
Choix d’un cas d’étude
A l’origine de la présente thèse se trouve le concept de simulation opérationnelle en CND tel que présenté en Section 1.2.2 et breveté par Airbus [1]. La thèse a pour objectif de poser les bases scientifiques et technologiques permettant de donner vie à ce concept. Cette section présente l’étape préalable consistant à sélectionner un type d’inspection pertinent pour la simulation opérationnelle et représentatif des verrous scientifiques identifiés en Section 1.3.
Dans l’aéronautique, les méthodes de CND de référence concernent le contrôle visuel, les mé-thodes ultrasonores et par courants de Foucault. Parmi ces techniques, les deux dernières montrent une grande sensibilité aux manipulations de l’opérateur 7, un élément que la simulation opération-nelle vise à prendre en compte. Par ailleurs, la présence renforcée de matériau composite dans les avions a mis les méthodes de CND face à de nouveaux enjeux de détection. Ces matériaux sont fabriqués à partir d’un empilement de plis séparés par de la résine, la bonne fabrication de ces structures complexes doit être vérifiée et le maintien de leurs propriétés mécaniques au cours du temps doit être garantie. L’essentiel des contrôles effectués sur ces matériaux le sont par méthodes ultrasonores, faisant d’elles des compagnons essentiels du composite. D’ailleurs, de nouvelles pro-cédures, des techniques d’imagerie novatrices et des algorithmes d’aide au diagnostic sont en plein développement et déploiement. Cet environnement est très pertinent pour proposer un outil per-mettant de tester des méthodes en conditions réelles. Enfin, la thèse se déroule au sein d’une équipe Airbus ayant développé un outil d’acquisition ultrasons — le Smart NDT Tool — dont le code source est disponible pour implémenter la simulation opérationnelle. L’ensemble de ces arguments justifie le choix des inspections par ultrasons comme fil conducteur de la présente thèse, avec un accent particulier mis sur les pièces en matériau composite. La possibilité de transfert à d’autres méthodes de CND restera un argument dans les choix qui seront pris, au même titre que la facilité de mise en œuvre pour un industriel.
Les quatre éléments clefs de la simulation opérationnelle précédemment identifiés peuvent à présent être discutés à la lumière du cas d’étude choisi :
Reproduction de l’environnement sensoriel Les inspections de CND par ultrasons dans l’aéronautique sont parfois menées dans des environnements complexes tels que l’in-térieur des ailes. Le développement d’un simulateur pour ces cas les plus complexes nécessitera l’utilisation d’une structure saine disponible, ou encore la fabrication d’une maquette complète. Ces deux cas de figure sont étudiés ici à une échelle plus modeste en considérant soit une pièce saine, soit une maquette fabriquée dans un matériau arbitraire.
Réplication des fonctionnalités du système L’opérateur s’attend à pouvoir régler des portes d’analyse, des gains, etc. L’accès à l’environnement matériel et logiciel offert par les Smart NDT Tools — équipement de CND par ultrasons développé par Airbus — renforce les possibilités de donner au simulateur opérationnel l’aspect d’un véritable équipement et d’en suivre les évolutions. Synchronisation monde réel / monde simulé Il faut caractériser l’inspection en temps réel avec une mesure de position et d’orientation du traducteur. La présence ou l’ab-sence d’agent couplant (cf. paragraphe suivant sur le vocabulaire du CND par ultra-sons) est aussi essentielle à connaître. Modélisation physique du système Les signaux ultrasonores correspondant à l’inspec-tion doivent être simulés en temps réel et être aussi réalistes que possible. Pour la formation des opérateurs, le lien entre le réalisme du simulateur opérationnel et les performances d’apprentissage n’est pas systématique, mais il est généralement admis que le réalisme est un facteur facilitant. Par ailleurs, le concept de simulateur opé-rationnel en CND porté dans cette thèse ne se limite pas à la formation ; et, dans le cadre du développement d’études POD, l’adéquation des signaux à la réalité est une assurance plus forte d’intégrer toutes les sources de variabilité de l’inspection.
Il faut noter que certains contrôles en production peuvent être robotisés mais les contrôles manuels sont loin d’être marginaux. Le cas des pièces complexes, des inspections détaillées complémentaires ou encore des contrôles en maintenance sont nécessairement effectués manuellement.
Choix des outils de développement
Les bases scientifiques et technologiques de la simulation opérationnelle qui sont construites dans cette thèse doivent permettre le développement d’un démonstrateur. Pour répondre aux défis de la synthèse rapide et réaliste de signaux ultrasonores, les travaux de recherche se sont appuyés sur aucun préalable, essayant de sélectionner les approches les plus adaptées aux verrous scientifiques
traiter. En revanche, côté instrumentation, la thèse s’appuie sur la possibilité de transformer un véritable équipement d’inspection CND — le Smart NDT Tool présenté en détail au Chapitre 5 — en un premier démonstrateur de simulateur opérationnel. Cette opportunité permet d’assurer que le simulateur ait un aspect aussi proche que possible des appareils habituellement utilisés par les opérateurs, renforçant ainsi le réalisme du simulateur. Par contre, cette approche impose d’unifier les développements de sorte à combiner efficacement les solutions apportées par cette thèse — notamment en termes de simulation et de synchronisation entre monde réel et monde simulé — avec un produit commercial initialement dédié à l’acquisition de signaux ultrasonores.
Un soin particulier a été pris pour que toutes les solutions explorées dans cette thèse soient implémentées sous forme modulaire avec des briques élémentaires unifiées et faciles à déployer. Le Smart NDT Tool est codé en langages Python et Cython, deux outils sur lesquels se basent aussi tous les développements de cette thèse. Ce choix d’outils de développement commun facilite les interactions et mutualise les efforts. En outre, ces deux langages permettent la programma-tion orientée objet, paradigme favorisant une architecture modulaire des programmes. En ce qui concerne Python [43], de nombreux laboratoires l’ont adopté et enrichissent au quotidien la myriade de modules librement accessibles. Les modules numpy, scipy et scikit-learn sont notamment mis profit dans cette thèse pour l’implémentation de traitements avancés des données [44][45][46] ; le module matplotlib est responsable de la plupart des figures que vous pourrez voir dans les prochaines pages [47] ; le module kivy a été utilisé par les développeurs du Smart NDT Tool et repris dans cette thèse pour les interfaces graphiques [48]. Cette liste ne se veut pas exhaustive mais présente les éléments essentiels utilisés lors des développements. En ce qui concerne Cython [49], il s’agit avant tout de pallier le manque de rapidité d’exécution dont souffre Python. Le Cython est un langage compilé 8 très proche du C. Il assure ainsi une rapidité accrue lors de l’exécution et permet aussi une véritable parallélisation des tâches. Tous les calculs critiques pour la fluidité de la simulation opérationnelle reposent donc sur ce langage.
Point sur le vocabulaire du CND ultrasons
Dans les contrées du CND par ultrasons arpentées dans la suite de ce document, un langage un peu particulier est en vigueur. Le lecteur non habitué à ces termes — codifiés par les normes européennes [50][51] — pourra se référer au glossaire (cf. page 181) mais les éléments clefs sont rappelés ici.
A la source de l’inspection ultrasonore se trouve un traducteur : ce dispositif permet la conver-sion de l’énergie acoustique en énergie électrique et vice-versa. Il est donc à l’origine de l’excitation ultrasonore et permet également la mesure de la réponse du matériau. Dans l’immense majorité des cas, l’excitation est obtenue par effet piézoélectrique 9. Le traducteur est constitué d’un ou plu-sieurs éléments piézoélectriques indépendants. Pour que la contrainte soit effectivement transmise de l’élément piézoélectrique à la pièce testée, un milieu matériel doit exister entre cet élément et la surface. Il faut notamment chasser l’air de l’interface, on parle de coupler le traducteur à la pièce. Des substances telles que l’eau ou le glycol sont utilisées comme agents couplants.
Lorsque le train d’ondes ultrasonores a été généré puis effectivement transmis dans le matériau, le traducteur va être utilisé pour capter la réponse du matériau. Cette réponse dépendra de la position du traducteur sur la pièce et se représente sous différentes formes illustrées en Figure 1.3. A une position donnée, la représentation du signal reçu est appelée un A-scan. L’ordonnée d’un A-scan donne l’amplitude de l’onde ultrasonore mesurée tandis que son abscisse correspond au temps. Les pics visibles sur un A-scan sont issus de la réflexion de l’impulsion ultrasonore vers le traducteur, expliquant ainsi le terme écho qui leur est attribué. L’écho d’entrée est dû à l’interface avec la pièce, l’écho de fond est dû à la surface opposée de la pièce, l’écho de défaut est dû au défaut. Chaque écho est caractérisé par son amplitude et son temps de vol 10. Plus la pièce est épaisse, plus les échos associés à des réflecteurs profonds sont atténués ; une amplification variable en temps (en anglais, Distance Amplitude Curve DAC ou Time Correction Gain TCG) est souvent appliquée pour compenser les pertes d’amplitude liées à la profondeur. Cette amplification doit être calibrée pour chaque type de matériau.
L’image construite à partir des A-scans mesurés le long d’une ligne à la surface du matériau s’appelle un B-scan. Le B-scan correspond à une vue en coupe du matériau perpendiculairement à la surface. La plupart du temps, la totalité de la surface du matériau est balayée par le traducteur si bien que les A-scans sont disponibles selon deux dimensions de l’espace. Pour pouvoir représenter cette donnée dans un plan parallèle à la surface du matériau, chaque A-scan est résumé par un scalaire grâce à un algorithme de porte. Une porte s’applique sur une portion de A-scan et extrait un point particulier tel que le dépassement d’un seuil, un maximum, un minimum, un passage à zéro, etc. Le résultat d’une porte est donc un couple amplitude / temps de vol. A partir de ces résultats, deux images du matériau peuvent être obtenues le C-scan en amplitude et le C-scan en temps de vol. Ils correspondent tous deux à une coupe du matériau parallèle à la surface.
Le rapport de stage ou le pfe est un document d’analyse, de synthèse et d’évaluation de votre apprentissage, c’est pour cela chatpfe.com propose le téléchargement des modèles complet de projet de fin d’étude, rapport de stage, mémoire, pfe, thèse, pour connaître la méthodologie à avoir et savoir comment construire les parties d’un projet de fin d’étude.
|
Table des matières
Introduction
1 La simulation opérationnelle en Contrôle Non-Destructif
1.1 Assurer la fiabilité des structures grâce au Contrôle Non-Destructif (CND)
1.1.1 Les techniques du Contrôle Non-Destructif
1.1.2 Les éléments impliqués lors d’une inspection
1.1.3 Variabilité du diagnostic
1.2 Assurer la fiabilité des méthodes de CND
1.2.1 Les études de Probabilité de Détection (POD), une métrique de la fiabilité
1.2.1.1 L’approche expérimentale
1.2.1.2 L’approche par simulation
1.2.2 Fiabilité en conditions réelles : le concept de simulation opérationnelle
1.3 Les verrous scientifiques de la simulation opérationnelle
1.4 État de l’art de la simulation opérationnelle
1.4.1 Domaine aéronautique
1.4.2 Domaine médical
1.4.3 Domaine CND
1.4.4 Lignes directrices
1.5 Choix d’un cas d’étude
1.6 Choix des outils de développement
1.7 Point sur le vocabulaire du CND ultrasons
2 Stratégies de modélisation pour le CND par ultrasons
2.1 La résolution directe des équations de propagation
2.1.1 Approches analytiques ou semi-analytiques
2.1.1.1 Représentation intégrale
2.1.1.2 Approximation de l’acoustique géométrique
2.1.2 Approches numériques
2.1.2.1 Différences finies dans le domaine temporel (FDTD)
2.1.2.2 Éléments finis
2.1.2.3 Volumes finis
2.1.3 Rapidité et réalisme
2.2 Stratégies pour l’accélération des simulations
2.2.1 Méthode des bases réduites
2.2.1.1 Bases réduites appliquées à une approche en différences finies
2.2.1.2 Bases réduites appliquées à une approche en éléments finis
2.2.1.3 Bases réduites et matériaux composites
2.2.2 Les méta-modèles
2.2.2.1 Méta-modèle paramétrique
2.2.2.1.1 Régression polynômiale
2.2.2.1.2 Régularisation
2.2.2.1.3 Splines
2.2.2.2 Méta-modèle non-paramétrique
2.2.2.2.1 Modèle à noyaux
2.2.2.2.2 Krigeage
2.2.2.2.3 Fléau des dimensions
2.2.2.2.4 Réseau de neurones artificiels
2.2.2.2.5 Méta-modèle et CND
2.2.3 L’échantillonnage
2.3 La qualité d’un modèle
2.4 Recours à la donnée réelle
3 Réplication de phénomènes aléatoires
3.1 Les phénomènes aléatoires
3.1.1 Champ aléatoire sous hypothèse spécifique
3.1.1.1 Réaction-diffusion
3.1.1.2 Analogie mathématique
3.1.1.3 Pavage aléatoire
3.1.1.4 Fractales
3.1.2 Champ aléatoire par processus ponctuel
3.1.3 Champ aléatoire sous hypothèse de Gauss
3.1.3.1 Technique de base
3.1.3.2 Imbrication circulaire
3.1.3.3 Moyenne glissante
3.1.3.4 Bandes tournantes
3.1.4 Champ aléatoire sous hypothèse de Markov
3.1.4.1 Chaîne de Markov
3.1.4.2 Technique d’Efros et Leung
3.1.4.3 Optimisation globale
3.2 Application à la synthèse de textures ultrasonores
3.2.1 Cas traité
3.2.2 Synthèse de texture sous hypothèse de Gauss
3.2.3 Synthèse de texture sous hypothèse de Markov
3.2.4 Texture ultrasonore et fluctuations en temps de vol
3.3 Application à la synthèse d’impact
3.3.1 Cas traité
3.3.2 Méthode en deux temps
3.3.2.1 Forme des impacts
3.3.2.2 Contenu des impacts
3.3.3 Combinaison de forme et de contenu
4 Modélisation de phénomènes paramétrés
4.1 Un méta-modèle pour un défaut de référence
4.2 Stratégie de compression de données
4.2.1 Le besoin
4.2.2 Panorama des méthodes
4.3 Synthèse à partir de données expérimentales
4.3.1 Modèle de krigeage
4.3.2 Résultat
4.3.3 Réflexions sur la profondeur du défaut
4.3.3.1 Décomposition en valeurs singulières
4.3.3.2 Poursuite de correspondance
4.4 Introduction de physique dans le modèle
4.4.1 Données et physique, une double source d’information
4.4.2 Krigeage amélioré par modèle physique
4.4.2.1 Méthode proposée
4.4.2.2 Modèle physique utilisé
4.4.3 3 atouts pour mieux exploiter les données
4.4.3.1 Limiter la quantité de données nécessaires
4.4.3.2 Rendre le modèle plus généraliste
4.4.3.3 Extraire le bruit des données expérimentales
5 Implémentation d’un simulateur opérationnel
5.1 Instrumentation, lien entre la simulation et la réalité
5.1.1 Techniques de positionnement tri-dimensionnel
5.1.1.1 Positionnement mécanique
5.1.1.2 Positionnement acoustique
5.1.1.3 Positionnement inertiel
5.1.1.4 Positionnement par champ électrique
5.1.1.5 Positionnement par champ magnétique
5.1.1.6 Positionnement par ondes électromagnétiques
5.1.1.6.1 Positionnement par ondes radio et micro-fréquences
5.1.1.6.2 Positionnement optique
5.1.1.7 Conclusion
5.1.2 Mesure du couplage entre le traducteur et la pièce
5.1.2.1 Synchronisation en temps
5.1.2.2 Synchronisation en espace
5.2 Mise au point d’un prototype de simulateur opérationnel
5.2.1 Architecture matérielle
5.2.2 Architecture logicielle
5.2.2.1 Structure client-serveur existante
5.2.2.2 Approche par signaux augmentés pour l’exploitation des modèles de simulation
5.2.2.2.1 Trou à Fond Plat
5.2.2.2.2 Impact
5.2.2.2.3 Texture ultrasonore
5.3 Premières utilisations
5.3.1 Confrontation aux opérateurs
5.3.2 Génération de cas tests
Conclusion
Glossaire
Acronymes
Table des symboles
Table des figures
Bibliographie
Annexes
Annexe A Éléments finis pour l’élasticité linéaire
Annexe B Conséquence d’une déformation affine du maillage sur le schéma en éléments finis
B.1 Déformation affine par sous-domaine ou macro-élément
B.2 Matrice des rigidités
B.3 Matrice des masses
Annexe C Eléments de validation du calcul de variogramme en Python
Annexe D Illustration du lien entre un variogramme et le champ aléatoire décrit
Télécharger le rapport complet