Les matériaux diamagnétiques
Le comportement de ce type de matériau à l’échelle atomique équivaut à des électrons en mouvement autour du noyau, se comportant comme des spires de courant, et qui, plongées dans un champ magnétique, vont sous l’action de la loi de Lenz générer un flux opposé à la variation de flux occasionné par l’application du champ H. Ces matériaux ont alors une susceptibilité magnétique négative, indépendante de la température, de l’ordre de 10-5. Dans le domaine d’application de la conversion d’énergie, ces matériaux peuvent être considérés en général comme des matériaux ne présentant pas de réaction lorsqu’ils sont soumis à un champ magnétique. Dans le domaine du génie électrique, la loi de comportement d’un tel matériau est linéaire et peut être assimilée à celle du vide.
Mécanismes d’aimantation d’un matériau ferromagnétique
D’un point de vue phénoménologique, on peut considérer que dans une substance ferromagnétique et en l’absence d’un champ magnétique extérieur, chaque domaine de Weiss présente une aimantation dont l’orientation est aléatoire, conduisant alors à une aimantation macroscopique moyenne nulle. Lorsqu’un champ magnétique est appliqué, les moments magnétiques auront tendance à s’aligner selon la direction du champ appliqué. Les domaines dont l’aimantation spontanée se trouve dans la même direction que celle du champ magnétique H appliqué augmentent en volume au détriment de ceux dont l’orientation est opposée au champ extérieur. Les parois de Bloch au sein du matériau se déplacent alors en fonction du champ appliqué (retournement des moments magnétiques à l’interface entre deux domaines). En fonction de l’intensité du champ appliqué, le mécanisme d’aimantation d’une substance ferromagnétique comporte les étapes présentées sur la figure 1.3.
A. Région des champs faibles : Le volume des domaines favorablement orientés par rapport à la direction du champ augmente, aux dépens des domaines orientés dans la direction opposée. Si les parois ne rencontrent pas d’obstacles lors de leur déplacement, ce processus est réversible, et le système retourne naturellement à l’état initial si le champ extérieur est annulé.
B. Région des champs intermédiaires : Dans cette région, les parois continuent leur déplacement et chaque domaine dont les moments magnétiques sont orientés dans la même direction que le champ appliqué augmente également de volume.
C. Région des champs forts : Dans cette région, le matériau tend à devenir mono-domaine, possédant une composante alignée avec les directions de facile aimantation des cristaux les plus proches de la direction du champ. Le processus consiste alors principalement à orienter les moments magnétiques. Ainsi, l’aimantation va tendre asymptotiquement vers une grandeur limite appelée aimantation à saturation Ms, correspondant à l’alignement parfait de tous les moments atomiques sur le champ appliqué. En d’autres termes, c’est une grandeur limite, caractéristique intrinsèque du matériau ferromagnétique.
Vers le cycle d’hystérésis
Le mécanisme général d’aimantation dans une substance ferromagnétique est présenté dans le paragraphe précédent. Toutefois, il existe au sein des matériaux de nombreuses imperfections dues à des impuretés non magnétiques (carbures, nitrures,…) et ferromagnétiques (cémentite) ainsi qu’aux contraintes de dislocation, de joints de grains et de traitements métallurgiques. Ces points particuliers vont constituer des sites d’ancrage pour les parois, qui contribuent majoritairement à l’apparition du phénomène d’hystérésis magnétique. Ainsi, à l’état désaimanté et pour un champ magnétique périodique H, la courbe M(H) va décrire la courbe de première aimantation tant que le champ H sera croissant, jusqu’à tendre asymptotiquement vers l’aimantation à saturation Ms. Si l’on fait ensuite décroître l’intensité du champ appliqué, la courbe M(H) va s’écarter de la courbe de première aimantation. Le parcours de M ne sera donc plus le même selon que le champ H soit croissant ou décroissant. Le cycle d’hystérésis est alors obtenu quand le matériau magnétique est soumis à un champ d’excitation cyclique, lentement variable. Le phénomène d’hystérésis est un fait d’expérience évident : quand on mesure les variations d’aimantation d’un matériau, on constate que le résultat acquis dépend non seulement des conditions expérimentales utilisées mais aussi de tous les états d’aimantation antérieurs. En d’autres termes, les matériaux magnétiques gardent la mémoire de tous leurs états d’aimantation antérieurs par l’intermédiaire des domaines de Weiss [1]. Un exemple de cycle d’hystérésis est représenté sur la figure 1.4. La courbe de première aimantation est également représentée sur cette même figure. On note les points remarquables du cycle:
– L’aimantation à saturation Ms : spécifique à tout matériau, et correspond à l’état où il n’existe plus de structure en domaines dans le système
– Le champ coercitif Hc : point correspondant au champ d’excitation pour lequel l’aimantation s’annule. En d’autres termes, c’est le champ qu’il faut appliquer pour annuler l’aimantation à partir de l’état saturé
– L’aimantation rémanente Mr : aimantation qui subsiste après suppression du champ magnétique extérieur H.
Modèle scalaire de Jiles et Atherton
Le modèle de Jiles Atherton [20] décrit, à partir de considérations physiques, le phénomène d’hystérésis dans les matériaux ferromagnétiques. Il est essentiellement basé sur des considérations énergétiques, liées au déplacement et à la déformation des parois de Bloch. En effet, et à cause de l’existence d’impuretés, les parois peuvent se déformer lors de l’accrochage sur les sites d’ancrage. Ainsi, si l’intensité du champ magnétique appliqué n’est pas suffisante, les parois se déforment sur les sites d’ancrage. Cette approche permet de définir les deux composantes qui contribuent majoritairement à l’aimantation totale : les composantes réversible et irréversible. La composante irréversible résulte de la dissipation énergétique dûe au phénomène d’accrochage des parois lors de leur déplacement sous l’effet d’un champ magnétique extérieur. En d’autres termes, les parois de Bloch, lors de leur déplacement, subissent le processus d’accrochage-décrochage sur des sites dits « d’ancrage » présents au sein du matériau (impuretés, dislocations …). La densité d’énergie dissipée lors de ce processus est ensuite calculée pour une densité uniforme des sites d’ancrage.
Les techniques de découpage des tôles
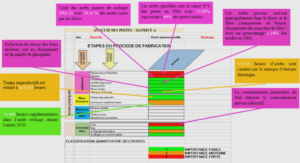
Il existe plusieurs techniques de découpage des tôles. D’une manière générale, les procédés de découpage sont basés sur des techniques qui déforment plastiquement la matière jusqu’à la rupture finale. Par ailleurs, et selon la composition chimique et la structure cristallographique des tôles, ce procédé peut dégrader inévitablement leurs propriétés magnétiques (loi de comportement et pertes fer). Les techniques utilisées sont celles par poinçonnage, par cisaillage et par laser. Les procédés par cisaillage et par poinçonnage sont largement utilisés dans la catégorie des procédés dits conventionnels, du fait de leur simplicité de mise en œuvre et du faible coût de revient. Des détails techniques et mécaniques relatifs à ces deux procédés peuvent être consultés dans [23]. Dans la littérature, les travaux portant sur l’influence des procédés de découpage sur les propriétés magnétiques sont relativement vastes. D’une manière générale, ceux-ci peuvent introduire des niveaux de contraintes élevés dans les tôles, principalement à proximité du bord découpé. En d’autres termes, les travaux dans [44] s’intéressent à l’analyse de la dégradation du flux mesuré sur une tôle de forme rectangulaire découpée par cisaille, allant du milieu de celle-ci jusqu’au bord découpé. Ils ont alors montré que cette dégradation se situe à moins de 10 mm de la zone découpée, et est particulièrement prononcée dans la région à moins de 5 mm de cette zone. Ces résultats sont similaires à ceux des travaux dans [42] qui ont montré que lorsqu’un matériau est magnétisé parallèlement au bord découpé, la densité de flux mesurée au niveau de la zone du bord découpé est plus faible que celle mesurée au milieu de l’échantillon. Les investigations dans [27] stipulent que cette détérioration serait d’autant plus significative que lorsque le matériau présente des tailles de grains importants. On peut trouver également d’autres travaux qui s’intéressent à la quantification de l’influence des procédés de découpage des tôles sur les propriétés magnétiques, en terme de longueur de zone découpée. Pour cela, l’approche expérimentale fréquemment utilisée consiste à assembler plusieurs bandes découpées (par poinçonnage, cisaillage ou par laser), puis assemblées former l’échantillon original. Cette approche est illustrée par la figure 1.10.a pour caractériser un échantillon en forme de tore, figure 1.10.b pour une caractérisation sur cadre Epstein, puis figure 1.10.c pour une caractérisation sur cadre à bande unique (SST). Les propriétés magnétiques de référence sont alors celles mesurées sur l’échantillon original. En utilisant cette approche, les travaux dans [24],[25],[27] quantifient l’influence du procédé de poinçonnage sur la loi de comportement et les pertes magnétiques à 50Hz, pour différents niveaux d’inductions magnétiques. Les résultats qui y sont reportés montrent une variation des pertes totales de l’ordre de 18% pour tous les niveaux d’inductions magnétiques, et une variation de l’ordre de 40% pour la loi de comportement, principalement pour les bas niveaux d’inductions (entre 0.4 T et 1.3T). Pour la loi de comportement, cette variation disparaît progressivement quand on s’approche de la saturation. La méthode de séparation des pertes à deux composantes dans [25] met en évidence une variation plus importante des pertes par hystérésis comparée aux pertes dynamiques, selon le nombre de zones découpées. Les trois techniques de découpage de tôles, tels que par cisaillage, par poinçonnage et par laser sont comparées dans [31], sur une tôle à grains non orientés de type Fe-Si 2%. L’expérimentation est réalisée sur un cadre Epstein, sous une induction sinusoïdale d’amplitude 1.5 T et à une fréquence de 60Hz. Les pertes quasi statiques sont déterminées à partir de la surface du cycle d’hystérésis mesuré à 5mHz. Ils ont alors montré, d’une technique à l’autre, une variation des pertes totales et des pertes par hystérésis inférieure à 10%, sachant que c’est celles pour les tôles découpées par laser qui sont les plus importantes. En ce qui concerne la perméabilité magnétique, ils ont observé une variation de l’ordre de 20%, et que c’est la technique de découpage par poinçonnage qui présente une influence moindre (celle découpée par laser se situant au milieu). Cette observation est similaire aux conclusions des travaux dans [33]:
– l’influence du procédé de poinçonnage sur les propriétés magnétiques de la tôle dépend fortement de l’acuité du poinçon.
– Le procédé de découpage par laser entraîne une augmentation des pertes de l’ordre de 10 à 30% pour les niveaux d’induction inférieure à 1T, comparée au procédé de découpage par cisaillage.
Toutefois, les travaux présentés dans [43] stipulent que l’influence du procédé de découpage par laser sur les propriétés magnétiques est relativement moindre, comparée aux techniques de découpe mécanique. En d’autres termes, les auteurs soulignent que la mise en œuvre de ce type de procédé est relativement complexe et mérite une attention particulière sur certains paramètres du procédé, qui peuvent introduire des contraintes thermiques au niveau du matériau, et par conséquent une modification significative des propriétés magnétiques (croissance des grains ou contraintes thermiques supplémentaires). Les travaux dans [31] proposent une nouvelle technique de découpage des tôles, telle que par jet d’eau abrasive, qui, comparée avec la technique de découpage par cisaillage présente des influences moindres.
Analyse de l’influence de l’intervalle de tolérances sur les mesures
D’une manière générale, lorsque les informations relatives aux dimensions réelles d’un échantillon ne sont pas disponibles, une approche consiste à considérer les dimensions nominales pendant la caractérisation. Toutefois, cette hypothèse peut influencer sur les propriétés magnétiques mesurées. En d’autres termes, et dans le cadre de ce mémoire, on s’intéresse principalement à la quantification des incertitudes portées par les propriétés magnétiques. On se propose alors de quantifier l’influence des tolérances géométriques sur les mesures, afin de valider ou non l’hypothèse consistant à prendre les dimensions nominales de la culasse lors de la caractérisation. Les informations relatives à la section S de l’échantillon à caractériser peuvent avoir un impact sur la variabilité de la loi de comportement des échantillons étudiés. On s’intéressera ici à la section de l’échantillon qui est utilisée pour le calcul de l’induction moyenne. Dans un premier temps, un facteur correctif est introduit sur les mesures déjà réalisées. Par ailleurs, dans le cadre d’une collaboration avec le laboratoire de métrologie du centre Arts et Métiers ParisTech de Lille, des mesures de profilométrie ont été réalisées afin de disposer de données précises sur la géométrie réelle de quelques échantillons et de quantifier l’impact sur les propriétés magnétiques.
|
Table des matières
Introduction générale
Chapitre I : Les matériaux magnétiques
INTRODUCTION
I.1.Physique des matériaux magnétiques
I.1.1.Les grandeurs magnétiques
I.1.2.Les matériaux diamagnétiques
I.1.3.Les matériaux paramagnétiques
I.1.4.Les matériaux ferromagnétiques
I.1.5. Configuration en domaines magnétiques
I.1.6. Mécanismes d’aimantation d’un matériau ferromagnétique
I.1.7. Vers le cycle d’hystérésis
I.1.8.Classification des matériaux ferromagnétiques
I.1.9.Les pertes fer
I.1.10.Le fer pur et ses alliages
I.2.Modèles de loi de comportement non linéaires déterministes
I.2.1.Modèles de type analytique
I.2.2.Modèles anhystérétiques de type phénoménologique
I.3.Modèles déterministes des pertes
I.3.1.Modèle général des pertes
I.3.2.Méthode d’identification des paramètres
I.3.2.1. Méthode d’identification connaissant la conductivité σ
I.3.2.2. Méthode d’identification par optimisation
I.3.2.3. Remarques
I.4.Modèles de type hystérétique
I.4.1.Modèle scalaire de Jiles et Atherton
I.4.2.Modèle de Preisach
I.5.Influence des procédés de fabrication sur les propriétés magnétiques des matériaux
I.5.1. Les techniques de découpage des tôles
I.5.2. Le recuit
I.5.3. Empilement-enroulement et processus d’assemblage
I.5.4. Synthèse
CONCLUSION DU CHAPITRE 1
Chapitre II – Mise en évidence de la variabilité des propriétés magnétiques
INTRODUCTION
II.1. Les variables aléatoires
II.1.1. Généralités et définition
II.1.2. Fonction de répartition et densité de probabilité
II.1.3.Caractéristiques d’une variable aléatoire
II.1.3.1.Caractéristiques de tendance centrale
a.Les quantiles
b.Espérance mathématique d’une variable aléatoire
II.1.3.2.Caractéristiques de dispersion
II.1.3.3. Caractéristiques de forme
II.2.Test statistique de comparaison de populations
II.3. Mise en évidence de la variabilité-Echantillons et dispositif expérimental
II.3.1. Les échantillons
II.3.2. Le dispositif expérimental
II.3.3. Analyses préliminaires sur les mesures
II.3.3.1.Analyse de la répétabilité et de la reproductibilité des mesures
II.3.3.2.Analyse de l’influence du bobinage manuel des échantillons
II.3.3.3.Analyse de l’influence de l’intervalle de tolérances sur les mesures
a. Analyse sur un échantillon – prise en compte des tolérances géométriques
b. Analyse sur plusieurs échantillons – prise en compte des dimensions réelles
b.1.Dispositif de mesure de coordonnées tridimensionnelles
b.2.Analyse de l’influence des dimensions réelles de la culasse sur les mesuressimulation par éléments finis
II.3.3.4. Conclusion
II.4.Analyse expérimentale des échantillons de stators empilés SE
II.4.1.Variabilité en fixant Hmax
II.4.2.Variabilité de la loi de comportement inverse H(B)
II.4.2.1.Incertitudes introduites par inversion de la loi de comportement
II.4.2.2.Variabilité de la loi de comportement et des pertes
II.4.3.Conclusions
II.5.Mesures expérimentales sur groupe de stators slinky SS
II.5.1.Analyse préliminaire
II.5.2.Variabilité en fixant Hmax
II.5.3.Variabilité en fixant Bmax
II.5.4.Conclusions
II.6.Analyse des écarts de performances magnétiques entre les deux groupes d’échantillons
II.6.1.Analyse des performances moyennes
II.6.2.Séparation des pertes des deux groupes d’échantillons
a. Démarche et approche utilisée
b. Composantes moyennes des pertes des deux groupes d’échantillons
c. Variabilité des composantes des pertes du groupe SS
II.6.3.Conclusion
CONCLUSION DU CHAPITRE 2
Chapitre 3: Modélisation stochastique de la dispersion des propriétés magnétiques
INTRODUCTION
III-1- APPROCHE DE MODELISATION STOCHASTIQUE – REVUE DE LA LITTERATURE
III.1.1.Choix de modèle déterministe
III.1.1.1. Coefficient de précision R²
III.1.1.2.Méthode de Validation Croisée déterministe (MVCD)
III.1.2.Modélisation probabiliste des paramètres
III.1.2.1. Corrélation et mesure de dépendance d’un couple de variables aléatoires
III.1.2.2. Notions de vecteur aléatoire
III.1.3.Propagation des incertitudes
III.1.3.1. Simulation de variables aléatoires dépendantes – état de l’art
a.Loi normale multidimensionnelle
b.Les copules
c. Méthodes basées sur des techniques de transformation et d’optimisation
d. Méthode de Iman et Conover
d.1. Justification de l’utilisation du coefficient de corrélation des rangs
d.2.Algorithme de la méthode de Iman et Conover
III.1.4.Validation du modèle probabiliste
III.2.MODELISATION STOCHASTIQUE DE LA LOI DE COMPORTEMENT
III.2.1. Choix d’un modèle déterministe
III.2.2. Modélisation probabiliste de la variabilité des paramètres
III.2.3. Propagation des incertitudes et validation du modèle
III.2.4.Méthode de Validation Croisée stochastique (MVCS) sur les trajectoires expérimentales
III.2.5. Loi de comportement inverse H(B)-simulation stochastique
III.2.5.1. Approche déterministe
III.2.5.2. Simulation de la dispersion de la loi de comportement inverse H(B) des échantillons SS
III.3. MODELISATION STOCHASTIQUE DES PERTES
III.3.1. Modélisation probabiliste des paramètres des pertes
III.3.2. Méthode d’Iman et Conover sur les pertes-Analyses préliminaires
III.3.3. Simulation de la variabilité des pertes-validation du modèle
III.3.4. Méthode de validation croisée stochastique (MVCS) sur les modèles probabilistes des pertes
III.4. MODELISATION STOCHASTIQUE DE L’HYSTERESIS MAGNETIQUE EN REGIME STATIQUE
III.4.1. Approches d’identification des paramètres-revue de la littérature
III.4.2. Choix d’un modèle déterministe de l’hystérésis magnétique
III.4.3.Modélisation probabiliste des paramètres du modèle de l’hystérésis magnétique
III.4.4. Méthode de Iman et Conover hystérésis magnétique-Analyses préliminaires
III.4.5.Simulation de la variabilité des points caractéristiques-validation du modèle
III.4.6.Validation croisée sur le modèle probabiliste
III.6.COMPARAISON DES DIFFERENTS MODELES
CONCLUSION DU CHAPITRE 3
Conclusion générale
Références bibliographiques
![]() Télécharger le rapport complet
Télécharger le rapport complet