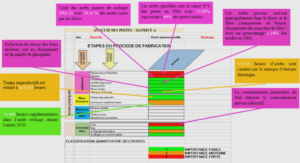
Diagramme du processus de production
Présentation de Lear Corporation Rabat
Lear Electronics Technology Corporation est un équipementier américain leader dans les sièges automobiles et les systèmes de gestion électrique. Cette unité a décidé de s’installer au Technopolis Rabat-Salé à travers une unité de production dont la réalisation nécessita 140 MDH. La convention relative à cette implantation a été signée à Casablanca par Mr Alexandre B, PDG de Lear Maroc et Mr Mohamed Lasry, administrateur directeur général du pôle offshore et technologies du groupe Medz, filiale de CDG-Développement, qui se chargera de la construction de la future usine.L’unité de production du groupe Lear, dont le chiffre d’affaires prévisionnel varie entre 70 millions et 100 millions d’euros sera réalisée, dans sa première phase, sur une superficie totale de 14.3400 m2, dont 3.223 m2 pour les bureaux, vestiaires et la restauration, et 11.121 m2 dédiés à la production, aux utilités et au stockage des matières première et des produits finis.Premier fournisseur mondial des systèmes de sièges automobiles et systèmes de gestion électrique, le groupe Lear compte une équipe de 75.000 collaborateurs dans plus de 25 unités implantées dans 37 pays à travers le monde.La nouvelle installation de Rabat fournira du matériel électronique du premier plan dans l’industrie, notamment des chargeurs de batterie et des modules de points d’accès à des constructeurs automobiles européens tels que BMW, Renault et Volkswagen.
Procédure du diagnostic manuel des vrais défauts
La première étape après l’arrivée de la carte défectueuse, est la lecture du numéro de série de cette dernière à l’aide d’une application «PL7 Flash Helper» en connectant les connecteurs 3 et 8.
La lecture du SN se fait par l’envoi des trames à travers le CAN-CASE par le protocole FA-CAN.
A l’aide du numéro de série, on cherche dans l’historique de la carte la nature de la défaillance avec l’interface « ITAC », où on distingue :
Un faux défaut : suite à un faux diagnostic de l’auto-testeur.
Une valeur limite : suite à une mesure proche de la valeur minimale ou maximale.
Un vrai défaut : suite à un défaut des composants de la carte.
En cas de faux défaut, la carte est renvoyée à la machine FKT afin de la retester, dans le cas d’une valeur limite, la carte subie un traitement particulier afin de la valider.
Par contre dans le cas d’un vrai défaut, on délimite le problème en précisant la fonction principale défectueuse où on distingue cinq fonctions principales :
ALL IO : Est une étape de test qui regroupe tous les blocs fonctionnels ayant des entrées/sorties.
ALL COMM : Est une étape de test qui regroupe tous les protocoles de communications utilisés dans la carte.
POWER : Est une étape de de test qui regroupe tous les types des interruptions qui peuvent mettre la carte en mode « Sleep » ou « Wake up ».
TRANSPONDER : Est une étape de test qui gère la centralisation des portes de la voiture BMW.
ADRIMA : Est une étape de test qui gère les antennes qui détectent la fréquence de la clé pour faciliter l’ouverture automatique des portes de la voiture BMW.
|
Introduction
Chapitre 1: Présentation de l’organisme d’accueil
I. Présentation du groupe Lear Corporation:
1. Historique :
2. Ses principales activités :
3. Les clients de Lear Corporation :
4. Aperçu des produits de Lear Corporation :
II. Présentation de Lear Corporation Rabat :
5. Fiche signalétique
6. Structure des départements :
7. Organigramme
III. Conclusion :
Chapitre 2 : Présentation du processus de production
I. Présentation des produits : Rôle de ces produits
II. Processus de la production :
1. Définition d’un processus :
2. Présentation des lignes de production :
3. Diagramme du processus de production
4. Présentation de la ligne de production :
Etape 1 : Impression du numéro de série « Lazer Marking »
Etape 2 : Pose de la patte à braser
Etape 3 : Contrôle de la patte à braser
Etape 4 : Insertion des composants électroniques
Etape 5 : Séchage du circuit dans un four
Etape 6 : Test AOI
Etape 7 : la pose des relais
Etape 8 : L’insertion des connecteurs
Etape 9 : Soudure des grands composants
Etape 10 : Vérification de la soudure :
Etape 11: Test fonctionnel: ICT In Circuit Test:
Etape 12: Vernissage
Etape 13: Test EOL: FKT
Etape 14: CVC + Shipping:
5. Présentation du service Rework :
III. Conclusion :
Chapitre 3: Développement des applications
I. Contexte général du projet :
1. Etude de la carte PL7 :
Protocole de communication SPI :
Protocole de communication CAN :
CAN-CASE :
II. Développement de l’application 1 :
1. Procédure du diagnostic manuel des vrais défauts :
Définition du test fonctionnel :
Schématic View :
PCB View :
2. Problématique :
3. Solution
Environnement de développement utilisé :
L’application :
III. Etude d’un vrai défaut :
Exemple 1 :
Exemple 2 :
IV. Développement d’un extracteur des résultats :
1. Introduction :
2. Utilité de l’application :
3. Présentation de l’application :
V. Conclusion :
Chapitre 4 : Conception de l’outil de reflash à base de «JTAG»
I. Introduction :
1. Généralités :
2. Définition d’un JTAG :
II. Problématique et solution :
1. Problématique :
2. Solution
Généralités :
Conception :
Matériel utilisé :
3. Avantages du projet :
III. Perspectives et améliorations :
IV. Conclusion :
Conclusion générale
Documents annexes
Annexe 1 : Rapport du test fonctionnel
Annexe 2 : Rapport du test traduit en fichier « .xml »
Annexe 3 : Base de données des composants
Bibliographie
Webographie
![]() Télécharger le rapport complet
Télécharger le rapport complet