Affichage des données par LCD
DMAIC 2ème Etape : Mesurer
La première étape « DEFINIR » nous a permis de déterminer le cadre général du projet.L’étape actuelle est la deuxième de la démarche DMAIC, son importance réside dans les mesures et les estimations données qui constituent l’étape primaire pour étudier et discuter la faisabilité d’implémenter notre système. L’ensemble des données obtenues lors de la recherche et la collecte des informations des autres départements vont nous servir comme une base à analyser dans l’étape à venir.Ces mesures incluent principalement l’architecture de la chaine d’assemblage sur laquelle l’étude sera appliquée, le nombre des tableaux roulants, nature de la chaine, le moteur, le variateur de vitesse, matériel existant dans la chaine (PC , Scanners, Câbles d’alimentation, réseau câblé…)
Description du flux de production du projet B78:la famille IP (Chaine 24)
Composition de la chaine
10 tableaux fixés sur un support (Chacun de ces tableaux dispose d’un seul câble d’une référence donnée) 8 cellules
3 postes US ( Ultra Sonic) CE (Control Electrique ou ROB (Ring Out Board)) CC ( Control de Contention) EMB (Emballage)
Cette chaîne contient 16 postes, chacun d’eux est assuré par un opérateur dont chacun se charge d’une tâche bien précise. Lorsqu’un tableau arrive devant un opérateur, celui-ci exécute la fonction qui lui est assignée selon un mode opératoire prédéfini.
Processus d’assemblage
Sur la chaîne de montage, le premier opérateur commence à effectuer la première tâche d’assemblage du câble sur le tableau de montage roulant pendant une durée bien précise, car le même tableau quitte son poste pour arriver au 2ème opérateur qui doit effectuer de son tour la deuxième tâche et ainsi de suite jusqu’à ce qu’il arrive au dernier opérateur de la chaîne qui finalise l’assemblage du câble par la dernière tâche.Une fois la chaîne roule, tous les tableaux tournent simultanément à la même vitesse. Et c’est la référence du câble qui détermine la vitesse à laquelle le contre maître doit régler la boîte à vitesse de la chaîne. Cette vitesse peut être exprimée en termes de temps cycle, c’est-à-dire, le temps que doit prendre le ou les opérateurs d’un poste pour achever une tâche bien définie.le cas de la chaine 24 IP, les opérateurs travaillent sur deux modes de câbles à volant différent : LHD : Left Hand Driver RHD : Right Hand Drive
DMAIC 3ème Etape : Analyser Introduction
Dans le but de converger vers les solutions pratiques, il est primordial d’analyser tout le processus existant notamment les appareils mises en place pour décider entre les parties du système qui vont subir le changement et les parties qui vont être réexportées dans le projet. Les données collectées lors de l’étape précédente constituent systématiquement une base qu’il faut exploiter afin d’en tirer le maximum d’information et de constituer une autre base sur laquelle on va s’appuyer pour continuer notre démarche. Pour y arriver il est nécessaire de faire une étude de compatibilité entre matériel et logiciel d’un coté, et entre outils logiciels et ressources allouées à l’entreprise d’autre coté.
Analyse préliminaire
Cette partie d’analyse préliminaire a pour objectif de choisir le logiciel de programmation de l’IHM, ce dernier doit être compatible avec les logiciels de développement utilisés par les responsables de production. La première information qui semblait importante dans le cadre de cette analyse est de savoir comment remplacer le système existant par un autre système plus efficient, fiable et maintenable sans endommager ou perturber le déroulement du processus d’assemblage dans tous ses cotés (temps cycle, production au niveau des postes et des cellules, déplacement de l’opérateur et du contremaître, encombrement de l’espace par le nouveau matériel …)
Choix du logiciel et du langage de programmation
Les ressources en logiciels allouées à la société ne convient pas avec mon projet alors le choix du MS Excel vu que tous les responsable traitent les données en Excel et vu sa disponibilité. Concernant le langage VBA.NET ( framework0.4 ) c’est celui qui est compatible avec Excel extrait de VISIAL BASIC , en outre , je me base sur des données sous forme de tableau que MS Office me permet de les relier avec une interface graphique. Avantages du logiciel choisi :
Le logiciel Excel est un outil modifiable et évolutif qui permet d’afficher clairement les données sous forme de tableurs et de graphiques. Les modèles de calcul sont rapides à développer et à modifier Compatibilité (plus ou moins bonne) avec toutes les applications Windows : Access, Word, Excel, PowerPoint, Outlook… permet d’échanger entre applications.
Présentation du logiciel de développement : Microsoft Office Excel (MS Excel)
Microsoft Excel est un logiciel tableur de la suite bureautique Microsoft Office, développée et distribuée par l’éditeur Microsoft. La version la plus récente est Excel 2013.Il est destiné à fonctionner sur les plates-formes Microsoft Windows ou Mac OS X. Le logiciel Excel intègre des fonctions de calcul numérique, de représentation graphique, d’analyse de données (notamment de tableau croisé dynamique) et de programmation, laquelle utilise les macros écrites dans le langage VBA (Visual Basic for Applications) qui est commun aux autres logiciels de Microsoft Office. Depuis sa création au début des années 1980 mais surtout à partir de sa version 5 (en 1993), Excel a connu un grand succès tant auprès du public que des entreprises prenant une position très majoritaires face aux logiciels concurrents, tel Lotus 1-2-3. La version actuelle du logiciel est Excel 2013 sous Windows et Excel 2011 sous Mac OS X ; dans ces deux environnements, Excel utilise des fichiers portant l’extension xls ou xlsx (à partir de la version 2007). Chaque fichier correspond à un classeur lequel contient des feuilles de calculs organisées. Chaque feuille correspond à un tableau de lignes et de colonnes pouvant contenir des valeurs (numériques ou non) ainsi que des formules permettant les calculs. Suivant les versions, les classeurs peuvent aussi inclure les éléments de programmation que sont les macros.
|
Table des matières
AVANT-PROPOS
Remerciements
Liste des figures
Liste des tableaux
Abréviations et acronymes
Introduction général
Chapitre1 : Présentation de l’entreprise d’accueil
1 Groupe DELPHI
1.1 Présentation du Groupe
1.1.1 Evolution du Groupe
1.1.2 Structure du Groupe
1.2 DELPHI Maroc
1.2.1 Delphi Automotive System Maroc (DASM)
1.2.2 Politique de Delphi DASM
1 Flux de production
1.1 Processus de production
1.1.1 Zone de production
2 Terrain de travail
2.1 Département Ingénierie
2.2 Département Production
2.2.1 Documents utilisés dans la chaine de production
3 Présentation du projet PSA (Peugeot Société Anonyme)
3.1 Chaîne de montage
3.1.1 Description du travail
3.1.2 Produit fabriqué : Câbles d’automobile
4 Cahier de charges
4.1 Problématique
4.2 Contexte pédagogique
4.3 Description du projet
4.4 Démarche du projet
4.5 Contraintes à respecter
5 Planning du stage
1 DMAIC 1ère Etape : Définir
Introduction
1.1 Expression du besoin
1.1.1 Définition des 5M
1.1.2 Analyse fonctionnelle
1.2 Etude de l’existant
1.2.1 Descriptif
1.2.2 Scénario
2 DMAIC 2ème Etape : Mesurer
2.1 Description du flux de production du projet B78:la famille IP (Chaine 24)
2.1.1 Composition de la chaine
2.1.2 Processus d’assemblage
3 DMAIC 3ème Etape : Analyser
3.1 Analyse préliminaire
3.1.1 Choix du logiciel et du langage de programmation
3.1.2 Présentation du logiciel de développement : Microsoft Office Excel (MS Excel)
3.1.3 Choix des éléments de la Partie Commande
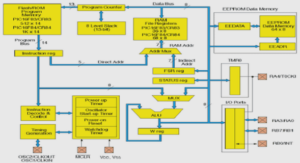
3.1.4 Composition de la carte Arduino
3.1.5 Alimentation de la carte Arduino
3.1.6 Logiciel de programmation de la carte
3.2 Type de la liaison qui relie l’interface de commande au circuit électronique
3.3 Acquisition des données sur le port série RS232
3.3.1 Choix de la liaison
3.3.2 CONTRAINTES D’UTILISATION
3.3.3 SOLUTION
3.4 Analyse du fonctionnement du variateur de vitesse
3.4.1 Régulation de fréquence
3.4.2 Etude du variateur KEB
3.4.3 Branchement du variateur avec le circuit électronique
3.4.4 Schéma de Commande et de Puissance
4 DMAIC 4éme Etape : INNOVER
4.1 Mise en œuvre du nouveau système
4.1.1 Architecture proposée4.1.2 1ere étape : Conception de l’IHM
4.1.3 Les données à envoyer vers le circuit
4.2 Conception & Programme
4.3 Calcul de la vitesse de rotation de la chaine
4.3.1 Réducteur
4.3.2 Moteur asynchrone
4.3.3 Variateur de vitesse
5 DMAIC 5éme Etape : Contrôler
5.1 Teste de la liaison RS232
5.2 Simulation
5.3 Exploitation des données
5.3.1 Existant
5.3.2 Calcule des indicateurs de performance
5.3.3 Démarche d’utilisation
5.3.4 Commande CDO : Collaborative Data Object
1 Simulation
1.1 Accueil
1.2 Marche / Arret du moteur
1.2.1 Marche
1.2.2 Arrêt
1.3 Affichage des données par LCD
1.3.1 Affichage de la référence en cours de production
1.3.2 Comptage et Affichage du nombre des câbles en cours de production
1.4 Commande CDO
1.5 Variation de la vitesse
Conclusion Générale
Bibliographie & Neto graphie
Annexes
![]() Télécharger le rapport complet
Télécharger le rapport complet